SINAMICS S120/S220 C-/D 电源控制螺丝6SL3162-2MA00-0AC0
更新:2026-01-13 07:09 编号:46660716 发布IP:180.154.115.5 浏览:3次






- 发布企业
- 浔之漫智控技术(上海)有限公司总部
- 认证
- 资质核验:已通过营业执照认证入驻顺企:第4年主体名称:浔之漫智控技术(上海)有限公司组织机构代码:91310117MA1J3R698D
- 报价
- 人民币¥140.00元每件
- 关键词
- V90 1FL6 伺服电机代理商,SINAMICS S200变频器,200-240V变频器,西门子变频器代理商,西门子V20变频器
- 所在地
- 上海市松江区石湖荡镇塔汇路755弄29号1幢一层A区213室
- 联系电话
- 15021292620
- 手机
- 15021292620
- 微信号
- 15021292620
- 销售
- 颜娟 请说明来自顺企网,优惠更多
- 请卖家联系我
- 15021292620
- 2799536152
详细介绍
SINAMICS S120/S220 C-/D 电源控制螺丝6SL3162-2MA00-0AC0
SINAMICS S120/S220 C-/D 电源控制螺丝6SL3162-2MA00-0AC0
SINAMICS S120/S220 C-/D 电源控制螺丝6SL3162-2MA00-0AC0


![]()
下载 M-CAD 和 E-CAD 的产品图片和数据 (2)
SINAMICS S120 C/D 型功率开关 带螺栓型端子 适用于电机模块 3-30A 书本型结构
有效产品
C: 产品制造/生产到订单,无法重复使用或再利用,也不能通过信用退货。
未提供
0.033公斤
| Siemens | 模块 | 6ES7155-6AA01-0BN0 |
| Siemens | 变频器 | 6SE6440-2UD31-1CA1 |
| SIEMENS | 模块 | 6ES7288-5DT04-0AA0 |
| Siemens | 操作面板 | 6SL3255-0AA00-4CA1 |
| Siemens | 模块 | 6ES7288-5AE01-0AA0 |
| SIEMENS | 电源 | 6ES7288-0CD10-0AA0 |
| Siemens | 模块 | 6ES7223-1BH32-0XB0 |
| SIEMENS | 模块 | 6ES7222-1BH32-0XB0 |
| Siemens | 电源 | 6EP1437-2BA20 |
| SIEMENS | 电源 | 6EP3337-8SB00-0AY0 |
| SIEMENS | 模块 | 6ES7288-7DP01-0AA0 |
| Siemens | 面板 | 6SL3255-0VA00-2AA1 |
| Siemens | 模块 | 6ES7288-3AR02-0AA0 |
| SIEMENS | 电源 | 6ES7288-0ED10-0AA0 |
| Siemens | 电源 | 6EP1332-4BA00 |
| Siemens | 电源 | 6EP1336-2BA10 |
| SIEMENS | 模块 | 6ES7132-6BH01-0BA0 |
| SIEMENS | 模块 | 6ES7231-5PD32-0XB0 |
| SIEMENS | 模块 | 6ES7532-5HD00-0AB0 |
| Siemens | 模块 | 6ES7223-1PL32-0XB0 |
| 合信 | 模块 | CTS7214-1AD33-0X24 |
| Siemens | 模块 | 6ES7522-1BH01-0AB0 |
| SIEMENS | 模块 | T16-0AA0 |
| SIEMENS | 模块 | 6ES7512-1DK01-0AB0 |
| SIEMENS | 模块 | 6ES7132-6BF01-0AA0 |
| Siemens | 电缆 | 6ES7288-6EC01-0AA0 |


我们在进行PLC程序设计时,好能按照一个规范去编程,这样编出来的程序具有简单可靠,可读易懂性。下面我们来看一下都有哪些规范吧!
1、编程之前进行软元件规划,包括内部继电器、保持继电器、数据寄存器、定时器、计数器等。
2、编程时要进行程序功能结构的规划,比较大型的工程或设备按功能分块进行处理,一般以故障处理、手动处理、自动处理、输出处理这样的顺序进行编程。如一条自动化生产线中有提升机、移行、顶起旋转装置等,则应按上述单元分段分块编程。
3、在分段分块编写的程序前应加上简短的段注释,说明此段程序的功能,如有必要可以注明相应的工艺流程,便于程序的可读性。
4、在程序设计时,应对设备进行抽象,对如停止、急停、过载、超限、超时、等共用因子进行提取,放在启动回路或连锁回路,作为整个程序结构的大前提,在此基础下,再将程序分为自动、手动两大功能区。
5、自动模式切换到手动模式时,程序应清除自动模式下的输出和中间状态。特别是在自动模式使用SET指令时,必须在手动模式用RESET指令予以清除。
6、单台设备控制中必须有手动/自动切换,以及手动操作时可以启/停功能,由自动切换到手动时,设备不能停机;由手动切换到自动时,设备启/停取决于自动程序。
7、在设计程序的时候,当出现工艺上的故障(非控制系统控制),好将故障现象保持,并有灯光声音报警。直到操作工复位,以让其知道系统出现了故障。
8、程序设计时应设计程序总复位功能,便于使用者在设备出现故障情况下,可以方便尽快恢复设备正常工作。总复位应充分考虑在复位过程中设备和人员的安全。
9、严禁在程序中使用双线圈输出,即同一个输出线圈在程序中出现2次及以上。在不同模式条件下的对同一输出点的输出使用中间继电器进行中转,后集中到一起并列输出。
10、一些安全用检测开关(如急停按钮、极限开关等)用常闭(NC)输入。PLC的输入点一般情况下默认为外围开关连接的是NO触点,对于需要接NC触点的须在注释中标明。所有注释应当清晰明了,不易产生误解。

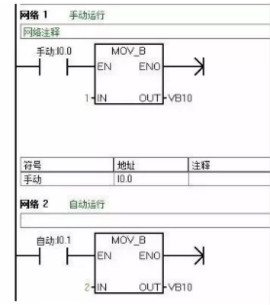
11、PLC和上位机(或触摸屏)组成监控系统时,在画面上很多时候需要有“手动”、“自动”等控制模式。在程序里面可以用“MOV”指令。如:当选择“手动”就将常数1 MOV到一个寄存器VB10里面,当选择“自动”就将2 MOV到同一寄存器VB10。只要判断寄存器的数据是多少,就知道系统是那种控制方式。这样的思路好处是容易理解,不需要互锁之类的程序。
12、在顺序控制程序时,即一个动作完成后,进入到下一个动作,等类似的顺序控制,采用 10控制模式,。其思路是:预置一个寄存器,在初始化时值为0,当系统启动后,对它 10,此时寄存器为10,寄存器等于10时可以做个动作;个动作完成后,再对寄存器 10,此时寄存器等于20,可以做第二个动作,这样只要判断寄存器里面数据为多少,就知道要完成那个动作。当需要跳跃动作时,可以不再 10,可以加 20\ 30....,看实际的需要而定。为什么加10而不是加1,因为加10之后,如果插入一段,只要在这10个空余的地方随便选择一个位置就可以了。
13、程序有模拟量控制时,如果读取的数据误差很大,就需要采取其它的滤波方式,如算平均值等。
14、关于程序加密:对于加密程序的密码必须有专门的文件予以保存,并注明相应的用户名 密码 权限,分发给至少两个人以上了解密码,防止密码丢失带来无法打开程序的情况。
| 成立日期 | 2019年09月10日 | ||
| 法定代表人 | 袁宜男 | ||
| 注册资本 | 500 | ||
| 主营产品 | 主营西门子模块、PLC模块、变频器模块、触摸屏模块、电源模块、伺服电机、交换机、电缆 | ||
| 经营范围 | 从事智能科技、自动化科技、机电领域内的技术开发、技术转让、技术咨询、技术服务,工业自动化设备安装,工业自动化控制设备、电气设备、机电设备、电子产品、五金产品、金属材料、仪器仪表、橡塑制品销售,商务信息咨询,软件开发,建筑装修装饰建设工程专业施工,建筑安装工程(除特种设备),机械设备租赁(不得从事金融租赁),物业管理。工业自动化设备加工、销售 | ||
| 公司简介 | 从事智能科技、自动化科技、机电领域内的技术开发、技术转让、技术咨询、技术服务、工业自动化设备安装、工业自动化控制设备、电气设备、机电设备、电子产品、五金产品、金属材料、仪器仪表、橡塑制品销售、商务信息咨询、软件开发、建筑装修装饰建设工程施工、建筑安装工程(除特种设备),机械设备租赁(不得从事金融租赁),物业管理。工业自动化设备加工、销售。浔之漫智控技术上海有限公司出售西门子S7-200PLC,西门 ... | ||
- AI 8:模拟量输入模块代理商6ES75317PF000AB0AI8:模拟量输入模块代理商6ES75317PF000AB0AI8:模拟量输入模... 2026-01-12
- 1500代理商AI 8:模拟量输入模块6ES75317QF000AB01500代理商AI8:模拟量输入模块6ES75317QF000AB01500代理... 2026-01-12
- AI 16:模拟量输入模块 不含前连接器 6ES75317LH000AB0AI16:模拟量输入模块不含前连接器6ES75317LH000AB0AI16:模... 2026-01-12
- 西门子AQ 4:模拟量输出模块 6ES75325ND000AB0西门子AQ4:模拟量输出模块6ES75325ND000AB0西门子AQ4:模拟量... 2026-01-12
- S7-1500模拟量输出模块6ES75325HF000AB0S7-1500模拟量输出模块6ES75325HF000AB0S7-1500模拟量... 2026-01-12
 I/O 模块 模拟量输出模块 6ES7135-6HB00-0CA1100.00元/件
I/O 模块 模拟量输出模块 6ES7135-6HB00-0CA1100.00元/件- S7-1500 I/O 模块 连接系统 前连接器 6ES7592-1AM00-0XB0100.00元/件
- 西门子中央处理单元 冗余 CPU CPU 1517H-3 PN 6ES7517-3HP00-0AB0100.00元/件
- 西门子工业通讯 工业以太网IE FC TP 电缆 2 x 2 6XV1870-2B15.00元/米
- 工业以太网 布线技术 IE FC TP 电缆 2 x 2 6XV1870-2B15.00元/米
- SINAMICS S120 C/D 型功率开关6SL3162-2MA00-0AC0接线端子140.00元/件
- 6AV2181-8XP00-0AX0西门子SIMATIC SD 存储卡 2 GB 代理商140.00元/件
- S7-1500,CM PTP RS422/485 HF通讯模块代理商6ES7541-1AB01-0AB0100.00元/件
- CM PTP RS422/485 HF 通讯模块代理商6ES7541-1AB01-0AB0100.00元/件
- 西门子控制器S7-1500 I/O 模块 通信 CM PtP 6ES7541-1AB01-0AB0100.00元/件









